Полиэтилен высокой плотности низкого давления. IM (Injection Molding) – литье под давлением,
59 - предельное значение ПТР (при 190ºС и 5 кг, г/10 мин
64 — предельное значение плотности г/см³ Высокая жёсткость. Очень хорошая текучесть. Низкая деформация.
Полиэтилен высокой плотности низкого давления. IM (Injection Molding) – литье под давлением,
59 - предельное значение ПТР (при 190ºС и 5 кг, г/10 мин
64 — предельное значение плотности г/см³ Высокая жёсткость. Очень хорошая текучесть. Низкая деформация.
Полиэтилен высокой плотности низкого давления. IM (Injection Molding) – литье под давлением,
59 - предельное значение ПТР (при 190ºС и 5 кг, г/10 мин
64 — предельное значение плотности г/см³ Высокая жёсткость. Очень хорошая текучесть. Низкая деформация.
Полиэтилен высокой плотности низкого давления. IM (Injection Molding) – литье под давлением,
59 - предельное значение ПТР (при 190ºС и 5 кг, г/10 мин
64 — предельное значение плотности г/см³ Высокая жёсткость. Очень хорошая текучесть. Низкая деформация.
| Дополнительные данные товара |
| ГОСТ/ТУ |
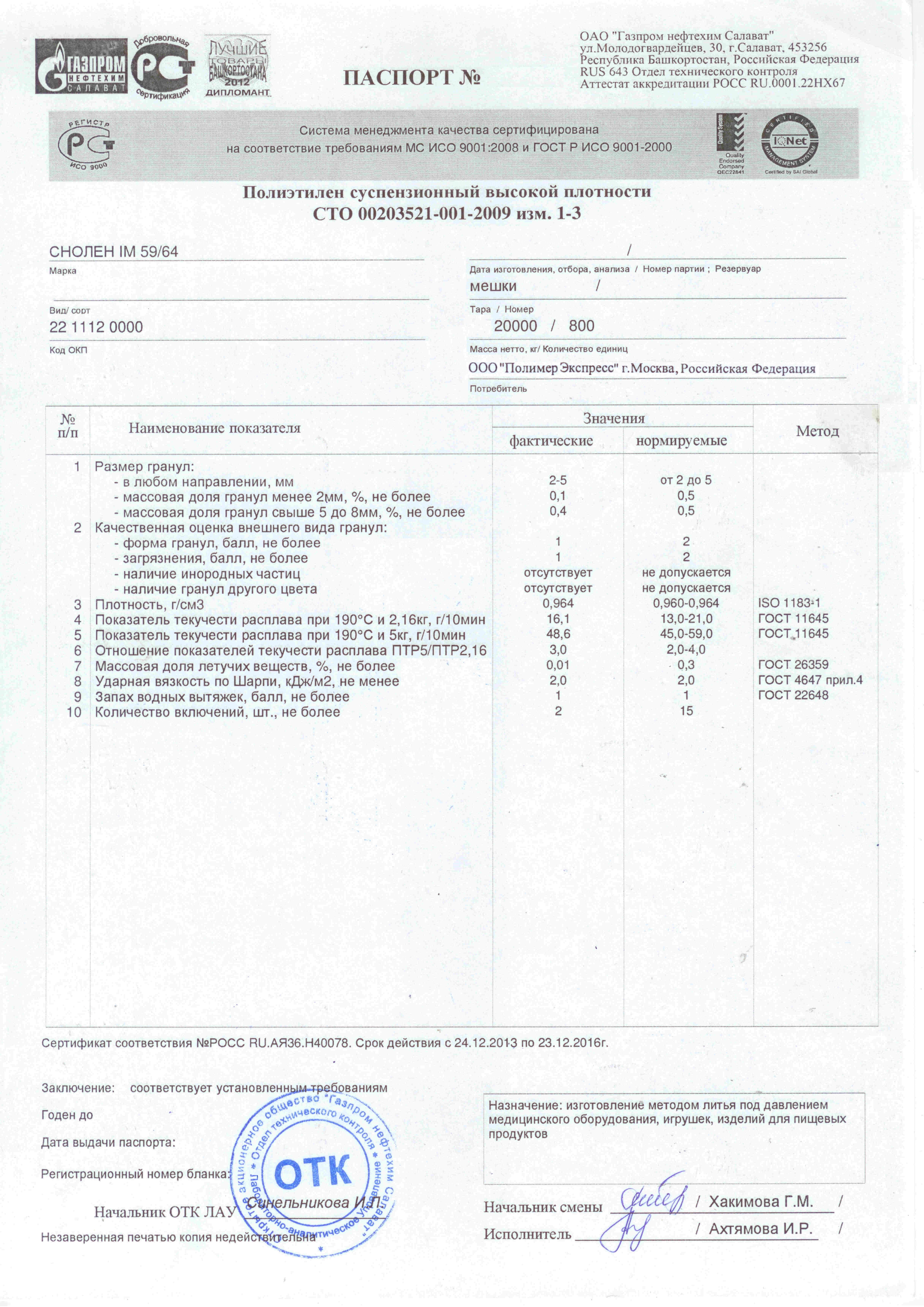
СТО 00203521-001-2009 |
| Паспорт |
Паспорт качества |
| Марка |
IM 26/64 |
| Литье |
Медицинское оборудование. Игрушки. Изделия для пищевых продуктов.Высокая жёсткость. Очень хорошая текучесть. Низкая деформация.Рекомендуемая температура расплава 200-280ºС. |
| Метод переработки |
литье |
| Транспортировка |
Всеми видами транспорта, в крытых транспортных средствах. |
| Упаковка |
Полиэтиленовые мешки (масса полиэтилена в мешке должна быть 25±0,3 кг), мягкие специализированные контейнеры |
| Форма выпуска |
В виде гранул, одинаковой геометрической формы в пределах одной партии, размер их должен быть 2-5 мм в любом направлении. |
| Хранение |
В закрытом сухом помещении, при t не выше 30С, относительной влажности 40%- 80%, исключающих попадание солнечных лучей. Перед вскрытием мешки с полиэтиленом должны быть выдержаны не менее 12 часов в производственном помещении. |
| Экструзия |
|
| Выдувание |
|
")






{kind=link}